��������1 �� ��2 Wei Danmei1 & Li Jun2
(1.2.�Ͼ���ҵ��ѧ�������Ͼ� 210037��
ժ Ҫ��ʵľ������ʵ�������У����͵ĸ��Ի��Ͷ����Ի�����������鷳��ʹ������Ч�ʽ��ͣ������ɱ����ӡ�����ͨ�����ö���ʽ�ͳ���ʽ��������֯��ʽ������ij��ҵ�����¹�IJ���ʵľ�������Ƚϲ�ͬ������ʵľ�����˹��ɱ��IJ��죬�ó����½��ۣ�����ʽ����������������������������̯��ÿ�������ϵĵ�������ʱ���Լ���ȷ��ʱ����٣��ܼӹ�ʱ����٣�����Ч����ߣ��˹��ɱ����͡���XT1Ϊ����������18���ӵ�90ʱ����λ�����˹��ɱ���0.3880Ԫ���͵�0.2218Ԫ��������42.84%��
�ؼ��ʣ����鼼�� ���˹��ɱ� ��ʵľ���� ����������
Abstract: In the actual production, individuality and diversity of Solid wood lines will bring some trouble to production, decreasing the production efficiency and increasing production costs . This paper compares to labor cost differences with different batches of solid wood lines by producing three kinds of solid wood lines in the order-type and Group Technology production organization, it comes to conclusions as follows: Group Technology can expand the production lot size, the production assistant belongs to each product arise,which calls transfer machine time and reduce the first piece of confirmation time, reducing the total processing time and labor costs, and increasing production efficiency. Take XT1 as an example, when the production lot size is increased from 18 to 90, the unit labor cost is reduced from 0.3880 yuan to 0.2218 yuan, a drop of 42.84%.
Key words: Group Technology; Labor Costs; Solid wood line; Production Lot Size
��������������ˮƽ������ߣ������������������������ڼҾӻ���������Ҳ���ֳ������������������Ҿ���ҵΪӭ����״������ϱ���Ϊ�Ҿ��ⲿ�����ӷḻ���������㲿������ҲԽ��Խ�ࡣ����ʵľ�������ԣ����ʦΪ����Է��ͨ��ʵľ��������࣬���ͱ仯�ϴ���������������࣬���߿���Ҫά���ĵ�������Ҳ���࣬������Ҫ���ϵ���������Ӧ��ͬ�����ļӹ�����������ɲ��㡣ͨ���������������ʱ��ռ�ܼӹ�ʱ��Լ70%�����ӹ�ʱ���ռԼ30%����ľ��ʵ������ʱ��Լ5%��Ҳ����˵���������һ�ν��ӹ����������������ɱ��ܸߡ����Ļ��ڸ��ݶ�����������֯�����ķ�ʽ�����۶���ʽ�ͳ���ʽ�������������˹��ɱ��Ĺ�ϵ��
1 ʵľ����
1.1 ʵľ��������
�����о���ʵľ��������ƽ���������������ͼ���﷽����˵��ָ����ڶ�ά�ռ��ڳ������Σ�����ֻ��һ����ͼ����Բ���ߣ�����������ͼΪ����[1-3]����������ָ�����ֱ���Σ�������һ����������[4]��ʵľ�����ǼҾ�������װ�ε���Ҫ��ɲ��֣���Ҫ���컨�ߡ��컨���ߡ�ǽ�����Լ����ߵ�[5]����װ�κͱ��������á�������Ҫ��ij��ҵijϵ�������¹���װ������Ϊ�о�����
1.2 ʵľ�����Ĺ��ռ��豸
ʵľ�����Ĺ���������Ҫ��������-����-����-ɰ�⡣��ʵľ��������Ϊ���ޣ�ǰ��Ϊ������������Ϊʵľ����װ�Ρ����Գ��������������Ĺؼ�����[6]��ʵľ�������ͷ�ʽ��Ҫ��Ϊ���֣�һ�����������������ó���ϳ��ֱ�Ӽӹ�����һ����������ϳ�������ó���ϳ�����мӹ�[7]��������Ҫ�о�����Ϊ�����ٳ��ͣ��豸Ϊ����318ȫ�Զ������١�
1.3 ʵľ�����ļӹ���ʽ
��������ʵľ���������ּӹ���ʽ��һ���DZ��������������������٣�ʹ��Ƶ�ʸߵ������������Ŵ���ѹ�ߣ�����������ʽ���ŵ��ǵ���һ��������������������Ҫ��α任���ߺ�Ƶ����������������Ч�ʸߡ�ȱ��������������ȷ���գ������������ɿ��ѹ��������ȷ����ʱ�ᵼ��ԭ���ϵ��˷ѣ�ͬʱ���Ӳִ����ú��˹��ɱ���������С����֤������������һ���Ǹ��ݶ�������������ʵľ������Ϊ����������������ַ�ʽ���ŵ��ǼҾ߳����Ը��ݾ����̺Ϳͻ��µ������������������̶����������ߵ����Ҿ߳��ܹ�ͨ�����Ϳ���Խ��ͳɱ��������������������ѹ��ȱ�����������������С�����ܻ���ҪƵ�������������ӹ�ʱ��������Ч�ʵͣ����˹��������˹��ɱ����ӣ�ͬʱӰ�콻���ڡ������о����ݾ����ڵڶ��ּӹ���ʽ��
2 ʵľ�����˹��ɱ�����
�Ҿ������ɱ�ռ��ҵ�ܷ��õ�70%���ң������ɱ���Ҫ�������ϳɱ����˹��ɱ��̶�̯�ɷ��õ�[8]��ʵľ�������ڵ�������ʱ�䳤�����˹��ɱ�Ӱ��Ƚϴ�
ʵľ�������˹��ɱ�=����ʱн*���˹���ҵʱ��/3600��������ҵ���ڳ��е�����н��ˮƽ������ʱнԼΪ21Ԫ/Сʱ����ʵľ�����������е����˹���ҵʱ����ʵ����Чʱ�䡢��������ʱ���Լ�����ʱ�乹�ɡ���������ʱ����Ҫ�ɵ�������ʱ�䡢��������ʱ���Լ���ȷ��ʱ�䡢����ʱ��ȹ��ɡ���Ч����ʱ����Ҫ����������ʱ���Լ�ʵ�ʻ��ӹ�ʱ�䡣����ʱ������������ʱ�����Լ�ʱ��ȹ��ɣ��ɰ��ܼӹ�ʱ���10%����[9]������ʱ�䡢��������ʱ���Լ�����ʱ��������뱾�����о��ӹ���ʱ�䡣���������������У���Ҫ˵�����ǵ�������ʱ�����������������赶�ߵ�������ͬ�Լ����ߵ��������׳̶Ȳ�ͬ������������ڵ�������ʱ�乤�˻����������飬����ȡ����ʾ����ѡ���������й�ʱ�ⶨ����ƽ��ֵ��ʾ����1����

3 ������ʵľ�����˹��ɱ��Ĺ�ϵ
��������ܹ���5���ͻ�������ÿ��������������3���¹��2����������ӹ������о������ȽضϺ���͵ļӹ���ʽ���ӹ������в����ڡ���ͷ����ɨβ������������������Ϊ�ϸ�Ʒ��������֯��ʽ���������֣�
�ٶ���ʽ����������������������ͬ�������ͺϲ��������ڳ���ʽ�����������ó��鼼�������ǰѲ�ͬ������ͬ������״��ͬ�������֡�ͬ���ġ�ͬ�������̵������ϲ����������������С����ת���ɴ���������[10]��
3.1 ��������֯����
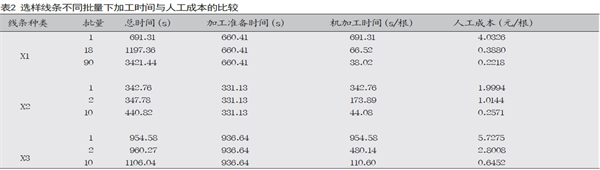
���Զ���Ϊ��λ��֯��������һ�������ڣ�XT1Ϊ18������������ʱ��Ϊ600�룬��ȷ��ʱ��Ϊ60.41�룬������ʱ��Ϊ212.76�룬���ӹ�ʱ��Ϊ324.19�룬��ʱ��Ϊ1197.36�룻XT2Ϊ2������������ʱ��Ϊ300�룬��ȷ��ʱ��Ϊ31.13�룬������ʱ��Ϊ10.04�룬�ӹ�ʱ��Ϊ6.61�룬��ʱ��Ϊ347.78�룻XT3Ϊ2������������ʱ��Ϊ900�룬��ȷ��ʱ��Ϊ36.64�룬������ʱ��Ϊ11.38�룬�ӹ�ʱ��Ϊ12.25�룬��ʱ��Ϊ960.27�루��2��������5�����������ظ�1�������ļӹ����̣��ӹ���������ʱ����һ��������5����
3.2 �����������֯����
���������Ϊ��λ������XT1Ϊ90������������ʱ��Ϊ600�룬��ȷ��ʱ��Ϊ60.41�룬������ʱ��Ϊ1063.8�룬���ӹ�ʱ��Ϊ1697.23�룬��ʱ��Ϊ3421.44�룻XT2Ϊ10������������ʱ��Ϊ300�룬��ȷ��ʱ��Ϊ31.13�룬������ʱ��Ϊ50.2�룬���ӹ�ʱ��Ϊ59.49�룬��ʱ��Ϊ440.82�룻XT3Ϊ10������������ʱ��Ϊ900�룬��ȷ��ʱ��Ϊ36.64�룬������ʱ��Ϊ56.9�룬���ӹ�ʱ��Ϊ112.5�룬��ʱ��Ϊ1106.04�루��2����
4 ������ͬ����ʵľ�����˹��ɱ��ıȽ�
4.1 ����ʽ�����ʽ�����ıȽ�
������ǰ�����ʱ����˹��ɱ����бȽϣ���3������֪XT1������ܼӹ�ʱ���dz���ǰ��57.15%���ɽ�Լ�˹��ɱ�14.96Ԫ��������19���ӵ�90���˹��ɱ�����0.1662Ԫ/����XT2�������ʱ���dz���ǰ��25.35%���ɽ�Լ�˹��ɱ�7.56Ԫ��������2���ӵ�10���˹��ɱ�����0.7573Ԫ/����XT3�������ʱ���dz���ǰ��23.04%���ɽ�Լ�˹��ɱ�21.56Ԫ��������2���ӵ�10���˹��ɱ�����2.1556Ԫ/����

4.2 ��ͬ�����˹��ɱ��ıȽ�
��2�ַ�ʽ���˹��ɱ����бȽϣ����Կ�������ʵľ�������һ���ܼ��ٵ�����������ȷ�ϴ�������ʹ�ó��鼼����֯���������������Լ���ȷ�ϴ������٣���̯��ÿ�������ϵ�ʱ����٣��ܼӹ�ʱ����٣��˹��ɱ����͡���ʵľ����������������ȷ��ʱ��Խ��������ʽ�ӹ�����Խ���ԡ��ܳ��鼼�������ʵľ����������Ч�ʡ���ʵľ�����˹��ɱ����������������������[11-12]��
5 ����
�������Ч�ʣ������������ڣ����������ɱ�ʼ���ǼҾ���ҵ��ע���ص㡣ʵľ������Ϊװ�ε��ص㣬�ؽ�Խ��Խ���ֶ���������ˣ�ʵľ���������������������ɱ��Ĺ�ϵ��������Ҫ�о��Ŀ��⡣���ó��鼼���Բ�ͬ�������з��������ƶ�����Ľ��ޣ���ͬ���������������ʹС��������Ʒ������ת��Ϊ�������������ڼӹ������������ڼ��ٵ��������Լ���ȷ�ϵĴ�����ʱ�䣬�����˹��ɱ������⣬��ʵľ������ƹ����У���Ҫ��ֿ�������ʱ���˹��ɱ�������ͳɱ�ʵ����ƺ�������Ҫ��
�����α༭��Ф �ѣ�
�ο����ף�
[1]��ɼ,����.���嶨�ƼҾ߲�Ʒ��Ƴ�̽[J].�Ҿ�������װ��,2016,(07):50-51.
[2]����.ģ�黯�Ҿ������С�������ڿռ��е�Ӧ���о�[J].�Ҿ�������װ��,2017,(10):36-37.
[3]�콣��.�ִ�ľ�ļӹ������ڶ���-�ִ�ľ�Ҿ�������������[J].�Ҿ�,2004,(02):23-26.
[4]��ͦ.ʵľ�Ҿ���������Ľṹ��������������[ J ] .�Ҿ�������װ��,2014,(06):52-53.����
[5]������,��Ϊ��,������,��.ľ�Ҿ������㲿����������[ J ] .�ֲ���ҵ,2016,43(11):39-44.
[6]������.��ģ����ģ�黯-��ͳ�������ִ�����Ӫ���е�Ӧ��[D].����:���ݴ�ѧ,2015.
[7]��Ϊ��,������,������,��.�����Ӿ������ľ�Ҿ������������ӹ�����[J].�ֲ���ҵ,2017,44(04):40-44.
[8]����.�������豸Ӱ���ʽ�Ҿ߳ɱ�����[D].�Ͼ�:�Ͼ���ҵ��ѧ,2006.
[9]����.��ģ��ҵ����ЭС��ҵ�Ҿ�ʵľ�ȳɱ��������о�[D].�Ͼ�:�Ͼ���ҵ��ѧ,2015.
[10]����.���ڳ��鼼���Ķ����¹�����������Ч���о�[D].�Ͼ�:�Ͼ���ҵ��ѧ,2016.
[11]�쿡��,���.���鼼�����ʵľ�㲿��������Ч��[J].�Ҿ�,2012,(01):105-108.
[12]��ռϲ.�Ҿߵ�Ʒ����ƺͳɱ�����о�[J].�Ҿ�������װ��,2017,(06):36-37.
������Ŀ:����ʡ��У��Ȼ��ѧ�о�������Ŀ(13KJB220005)
�����:������(1991-),Ů,˶ʿ�о���.�о�����:�Ҿ�����빤��,E-mail:252056036@qq.com
ͨѶ����:���(1964-),��,����,�о�����:�Ҿ��Ƚ����켼��,E-mail:lijun0099@163.com
���ĸ�ʽ:������,���.��ͬ����ʵľ�����˹��ɱ��ķ���[J].�Ҿ�������װ��,2018,(01):116-117.
WEI Danmei , LiJun . Anaflfyerseisn to Bf Datcihes of Solid Wood Lines on Labor Costs[J]. Furnietu &r Interior Design 2, 018,(01):116-117.
ע��������Դ�ڡ��Ҿ�������װ�Ρ�



 �ȵ���Ϣ
�ȵ���Ϣ

